A 6P12 függőleges marógépet széles körben használják a volt Szovjetunió gépgyártásában. Ez a marógép csak közepes méretű gyártásban használható kis alkatrészek megmunkálására. A 6P12 függőleges marógépet sokan igénytelen marógépnek ismerik, ami iparilag is használható.
Alkalmazási terület
A 6P12 a következő munkákhoz készült:
- Marás.
- Fúrás.
- Unalmas munka végzése.
Ugyanakkor a marógép sokféle anyag marására használható, a beépített vágószerszám tulajdonságaitól függően. Az orsó függőleges, forgató- és mozgószerkezettel van felszerelve. A konzolos marógép ezen finomítása lehetővé teszi, hogy 45°-os szögben lyukakat készítsen.
A 6P12 konzolos függőleges marógépet merev alapra hozták létre, amely lehetővé teszi egy modern forgácsolószerszám felszerelését rozsdamentes acélból vagy más kopásálló ötvözetből készült műanyagokkal.
Modell megjelölés
Figyelembe véve a 6P12 függőleges marógép megnevezését, megfejtjük:
- 6 - maró típusú berendezést jelöl.
- A "P" betű a gyártó jelzése.
- 1 - a függőleges csoport megjelölése
- 2 - a beépített acél szabványos mérete. A függőleges gépen van egy asztal, amelyen a munkadarab alapul.
A dekódolás teljes mértékben leírja a 6P12 konzolos függőleges marás használatának jellemzőit. Dekódolással azonban csak az orsó helyét lehet meghatározni, de például a motor teljesítményét vagy az elektromos áramkör jellemzőit nem lehet meghatározni - ehhez az útlevélből származó információkat használjuk. A gép nevének dekódolása hasonló a 6T12 modellhez: a különbség csak a gyártó üzemének nevében rejlik.
Főbb jellemzők
Az orsó elhelyezkedése határozza meg a sebességváltók helyzetét. A főbb jellemzőket nevezhetjük:
- Az asztal munkasíkja 1250 x 320 mm méretű.
- Van egy adagolódoboz a munkadarab mozgatásához. Az útlevél, amelyet a 6P12 függőleges maróval szállítottak, szintén jelzi az orsó túlnyúlása és a beszerelt munkadarab közötti távolság beállításának lehetőségét.
- A használati utasítás szerint az orsó az asztaltól 30-450 mm távolságra is elhelyezhető. Ebben az esetben figyelembe kell venni az alkatrész méreteit.
- A sebességváltó lehetővé teszi az orsó fordulatszámának beállítását 31,5-1 600 perc -1 tartományban. Az orsó forgatásához egy 11 kW teljesítményű villanymotort, egy 3 kW-os asztali hajtást szerelnek fel. A kapcsolási rajz határozza meg a motor elhelyezését a fejtartón.
- A feldolgozást elektromos hajtással is felgyorsíthatja. Az elektromos hajtás lehetővé teszi az asztal mozgásának felgyorsítását. A kapcsolási rajz lehetőséget ad a munkadarab függőleges irányú mozgatására. A hosszanti és keresztirányú tengely nagy szilárdságú acélból készült, a munka kézi és automatikus előtolással is elvégezhető
- A tartószerkezet jellemzői lehetővé teszik akár 550 kg tömegű munkadarab alapozását. Az üzemeltetés minden felület feldolgozásához áthelyezést biztosít.
- A modell elektromos áramköre meglehetősen bonyolult. A kapcsolási rajzot figyelembe véve két vezérlőegységet jegyezünk meg: az egyik az asztal előtt, a második az orsón található.

- A 6P12 függőleges marás méretei a következők: 2280 x 1965 és 2265 mm.
- Súlya 3250 kg. A használati utasítás előírja a 6P12 függőleges marógép merev alapra történő felszerelését. Az ilyen berendezések eszköze biztosítja az alap vibrációs terhelésének eltávolítását.
A megjelenés idején a modell magas műszaki teljesítménymutatóval rendelkezett. Ezenkívül az elektromos áramkör és a fő alkatrészek diagramja meghatározza a szerkezet magas karbantarthatóságát.
Függőleges marás 6Р12 ma
A szóban forgó modell dobozainak és fő alkatrészeinek gyártását több évtizede alakították ki a volt Szovjetunió vállalataiban. A Szovjetunió összeomlása után azonban a vállalatok leállították ennek a modellnek a gyártását. Az adagolódoboz műszaki jellemzői és a sebességek, az elektromos áramkör jellemzői azonban az új függőleges marógépek alapjává váltak.

A 6P12 ára 2 100 000 rubel áfával együtt. Ebben az esetben alaposan tanulmányoznia kell a leírást, mivel a felszerelés jelentősen eltérhet. Az elektromos áramkör, a munkaasztal, az adagoló- és sebességdoboz elrendezése és egyéb szerkezeti elemek jelentősen eltérhetnek.
A kapcsolási rajz jellemzői
Az orsó forgását a "START" gombbal lehet bekapcsolni, leállításához csak nyomja meg a "STOP" gombot. Figyelembe kell venni, hogy a második gomb megnyomásakor az adagolás is leáll. A modellnek van nagy sebességű üzemmódja is, amelyet egy speciális gombbal lehet kiválasztani.
A lényeg, hogy a kezelő csak egy adagot tud kiválasztani: a kiválasztás során a másik automatikusan kikapcsol. A beépített villanymotor fékezése az elektrodinamikai elv szerint történik.
Egy speciális biztosíték is be van szerelve, amely kiküszöböli a szelén egyenirányítók meghibásodásának lehetőségét. Meghibásodás általában a motor váratlan beszerelése esetén következik be.
Töltse le a 6Р12 gép útlevelét (kezelési kézikönyvét).
Függőleges marógép 6P12 Acélból, öntöttvasból, színesfémekből, ezek ötvözeteiből és egyéb anyagokból készült bármilyen alakú alkatrészek megmunkálásakor különféle marási, fúrási és fúrási műveletek elvégzésére tervezték.
A gépek forgó orsófeje az orsóhüvely kézi axiális mozgatására szolgáló mechanizmussal van ellátva, amely lehetővé teszi olyan furatok megmunkálását, amelyek tengelye az asztal munkafelületéhez képest legfeljebb ±45°-os szöget zár be.
A gépek hajtóereje és nagy merevsége lehetővé teszi gyorsacélból készült marók, valamint kemény és szuperkemény szintetikus anyagokból készült pengével felszerelt szerszámok használatát.
Tervezési jellemzők:
- a szerszám gépesített rögzítése az orsóban;
- a takarmány arányos lassításának mechanizmusa;
- egy eszközt a hosszirányú előtolás csavarpárjában lévő hézag időszakos szabályozására;
- biztonsági tengelykapcsoló az adagolóhajtás túlterhelés elleni védelmére;
- a vízszintes orsó fékezése elektromágneses tengelykapcsolóval történő leállításkor;
- forgácsvédő berendezés.
- különféle automatikus munkaciklusok;
- az orsó fordulatszámok és asztali előtolások széles választéka;
- nagy hajtási teljesítmény;
- nagy merevség;
- megbízhatóság és tartósság.
Technológiai jellemzők:
A 6P12 függőleges marógép műszaki jellemzői
Specifikációk (alapparaméterek és méretek a GOST 165-65 szerint). Az alábbiakban egy táblázat található, amely a 6P12 függőleges marógép műszaki jellemzőit tartalmazza. A gép összes műszaki jellemzőjének megtekintéséhez tekintse meg a 6P12 gép útlevelét, amelynek linkje lent található.
| A paraméterek neve | Mértékegység. | Mennyiségek |
| Pontossági osztály a GOST 8-71 szerint | ||
| Az asztal munkafelületének hossza |
||
| Asztallap szélessége |
||
| T-nyílások száma |
||
| Az asztal legnagyobb hosszirányú elmozdulása |
||
| Az asztal legnagyobb keresztirányú mozgása |
||
| Az asztal legnagyobb függőleges mozgása |
410 |
|
| A legkisebb és legnagyobb távolság az orsó végétől az asztalig |
mm |
|
| Távolság az orsó tengelyétől az ágy függőleges vezetőitől |
mm |
|
| Az asztal mozgatása a végtag egy részével (hosszirányú, keresztirányú, függőleges) |
mm |
|
| Az asztal mozgatása a végtag egy fordulatáig (hosszirányú, keresztirányú és függőleges) |
mm |
|
| A munkadarab legnagyobb tömege |
kg |
|
| Az orsótoll legnagyobb tengelyirányú mozgása |
mm |
|
| A toll mozgása a végtag egy fordulatáig |
mm |
|
| Mozgassa a tollat a végtag egy részével |
mm |
|
| Az orsófej legnagyobb elfordulási szöge |
jégeső |
|
| Az orsófej fordulatának egy osztásának ára |
jégeső |
|
| Fő meghajtó teljesítmény |
kW |
|
| Fő hajtási sebesség |
fordulat |
|
| Adja meg a meghajtó teljesítményét |
kW |
|
| Előtolási sebesség |
fordulat |
|
| A gép hossza |
mm |
|
| A gép szélessége |
mm |
|
| A gép magassága |
mm |
|
| A gép súlya |
t |
Figyelem! Ezek a specifikációk a gép gyártási évétől függően változhatnak. A karakterisztikában feltüntetett löketek teljes értéke csak akkor használható fel, ha nincsenek az asztal, szán, konzol mozgását korlátozó alkatrészek, eszközök.
A 6P12 függőleges marógép műszaki leírása
A 6P12 függőleges marógép műszaki leírása mind a gép karbantartó személyzete, mind a gépen végzett munkában közvetlenül részt vevő alkalmazott számára szükséges információkat tartalmaz. Ez a kézikönyv egy elektronikus változat PDF formátumban, az eredeti papíralapú változat néhány fejezet hiányzik.
- A 6P12 függőleges marógép célja és alkalmazási területe
- A gép összetétele
- A gép és alkatrészeinek berendezése, működése
- Gépkenőrendszer 6P12
Az alábbi linkről ingyenesen letöltheti a "6P12 függőleges marógép műszaki leírását" jó minőségben:
A 6P12 függőleges marógép műszaki leírása. Ingyenes letöltés
Használati útmutató a 6P12 függőleges fúrógéphez
A 6P12 függőleges marógép használati utasítása tartalmazza mind a gép karbantartó személyzete, mind a gépen végzett munkában közvetlenül részt vevő alkalmazottak számára szükséges információkat. Ez a kézikönyv egy elektronikus változat PDF formátumban, az eredeti papíralapú változat néhány fejezet hiányzik.
- Biztonsági utasítások
- Telepítési sorrend
- Beállítás, beállítás és működési módok
- Szerszám hűtés
- Szabályozás
- Csapágy elrendezés
A "6P12 függőleges marógép kezelési útmutatója" ingyenesen letölthető jó minőségben az alábbi linkről:
Használati útmutató a 6P12 függőleges marógéphez. Ingyenes letöltés
Függőleges fúrógép útlevele 6Р12
A 6P12 függőleges marógép útlevele tartalmazza mind a gép karbantartó személyzete, mind a gépen végzett munkával közvetlenül kapcsolatos alkalmazottak számára szükséges információkat. Ez a kézikönyv egy elektronikus változat PDF formátumban, az eredeti papíralapú változat néhány fejezet hiányzik.
- Általános információ
- Főbb műszaki adatok és jellemzők
- Javítási információk
- Információk a gép változásairól
- A szállítás tartalma
- Garancia
Az alábbi linkről ingyenesen letöltheti a "6P12 függőleges marógép útlevelét" jó minőségben:
Függőleges marógép útlevele 6P12. Ingyenes letöltés
Függőleges marógép elektromos rajza 6P12
A 6P12 függőleges marógép elektromos kapcsolási rajza a következő ábrán látható:

"6P12 függőleges marógép elektromos kapcsolási rajza". Kiváló minőség. Letöltés.
Használati útmutató a gép elektromos berendezéséhez 6P12
Ez a kézikönyv tájékoztatást nyújt a 6P12 függőleges marógép elektromos berendezéseinek működéséről. Tartalmazza a 6P12 gép elektromos berendezéseinek leírását, elektromos kapcsolási rajzot, kapcsolási rajzot, a gépen lévő elektromos berendezések elhelyezkedésének rajzát stb.
A "6P12 függőleges marógép elektromos berendezéseinek kezelési útmutatója" nagy felbontásban és minőségben letölthető az alábbi linkről:
"Kézikönyv 6P12 függőleges fúrógép elektromos berendezéseinek kezeléséhez". Ingyenes letöltés.
Függőleges marógép kinematikai diagramja 6P12
A függőleges marógép kinematikai diagramja a következő ábrákon látható:

A 6P12 függőleges marógép kinematikai diagramja kiváló felbontásban és minőségben letölthető az alábbi linkről:
"A 6P12 függőleges marógép kinematikai diagramja". Kiváló minőség. Ingyenes letöltés.
A "6P12 gépről" szóló további információkat az alábbi linken tekintheti meg:
Információk a 6r12, 6r12B konzolmarógép gyártójáról
1931-ben alapított 6r12, 6r12B univerzális marógép sorozat gyártója.
Az üzem az univerzális marógépek, valamint a DRO-s és CNC-s marógépek széles választékának gyártására specializálódott, és Oroszország egyik leghíresebb szerszámgép-vállalkozása.
1932 óta Gorkij marógépgyár szerszámgépek gyártásával foglalkozik, és szakértője a különböző fémforgácsoló berendezések fejlesztésének és gyártásának.
A P sorozatú univerzális marógépeket a Gorkij Marógépgyár (GZFS) gyártja 1972 óta. A gépek hasonló kialakításúak, széles körben egységesek, és az M sorozat hasonló gépeinek továbbfejlesztései.
Ma a konzolmarógépeket a vállalat gyártja LLC "Machine Park" 2007-ben alakult.
A Gorkij Üzem, GZFS szerszámgépgyártásának története
NÁL NÉL 1972 6R 6Р12 , 6R12B , 6Р13 , 6R13B , 6R13F3 , 6Р82 , 6R82G , 6R82Sh , 6Р83 , 6R83G , 6R83Sh .
NÁL NÉL 1975 2008-ban másolókonzol-marógépeket helyeztek üzembe: 6R13K.
NÁL NÉL 1978 évben másolókonzolos marógépek kerültek gyártásba 6R12K-1, 6R82K-1.
NÁL NÉL 1985 a sorozat gyártási évében 6T-1 konzolmarógépek: 6T12-1 , 6T13-1 , 6T82-1 , 6T83-1és GF2171 .
NÁL NÉL 1991 a sorozat gyártási évében 6T konzolmarógépek: 6T12 , 6T12F20 , 6T13 , 6T13F20 , 6T13F3 , 6T82 , 6T82G , 6T82sh , 6T83 , 6T83G , 6T83Sh .
6P12 függőleges konzolos marógép. Cél, terjedelem
A függőleges tollorsós konzolmarógépnek van egy vízszintes síkban keresztben mozgó asztala, amely a rack sínek mentén függőlegesen mozgó konzolra van felszerelve.
A 6P12 gép különbözik a 6P13 géptől a főmozgás és előtolás motorjainak beépített teljesítményében, az asztal munkafelületének méreteiben és az asztal mozgásának nagyságában. A 6R12B nagysebességű gépek a 6R12 gépekkel ellentétben megnövelt orsó-fordulatszám- és asztali előtolás-tartományt, valamint megnövelt főmozgató motort tesznek lehetővé.
A 6P12 konzolmaró függőleges gép mindenféle acélból, öntöttvasból, nehezen vágható és színesfémből készült alkatrész megmunkálására szolgál, elsősorban homlok- és végmaró. Gépeken függőleges, vízszintes és ferde síkokat, hornyokat, sarkokat, kereteket, ívelt felületeket dolgozhat meg.
Az íves felületek feldolgozásához a gép speciális másolóval van felszerelve. Az ívelt felületek feldolgozása fénymásolókon történik, amelyek kontúrját az asztal mozgását érzékelő elektrokontaktus érzékelő hegyével érzékeljük.
A hűtőfolyadékot egy függőleges centrifugális szivattyúmotor szállítja csővezetékeken keresztül egy fúvókán keresztül a szerszámhoz.
A gépek forgóorsófeje az orsóhüvely kézi axiális mozgatására szolgáló mechanizmussal van ellátva, amely lehetővé teszi olyan furatok megmunkálását, amelyek tengelye az asztal munkafelületéhez képest legfeljebb ±45°-os szöget zár be. A gépek hajtóereje és nagy merevsége lehetővé teszi gyorsacélból készült marók, valamint kemény és szuperkemény szintetikus anyagokból készült pengével felszerelt szerszámok használatát.
A gépeket egyedi és sorozatgyártásban használják.
Szerszámgép H pontossági osztály a GOST 8-77 szerint.
A 6P12 gép orosz és külföldi analógjai
FSS315, FSS350MR, (FSS450MR)- 315 x 1250 (400 x 1250) - gyártó Gomel szerszámgépgyár
VM127M- (400 x 1600) - gyártó Votkinsk gépgyártó GPO, Szövetségi Állami Egységes Vállalat
6D12, 6K12- 320 x 1250 - gyártó Dmitrovsky DZFS marógép üzem
X5032, X5040- 320 x 1320 - gyártó Shandong Weida Heavy Industries, Kína
FV321M, (FV401)- 320 x 1350 (400 x 1600) - gyártó Arsenal J.S.Co. - Kazanlak, Arsenal AD, Bulgária
A 6R12B marógép leszállási és csatlakozó alapjai

A 6r12B marógép leszállási és csatlakozó alapjai
6P12 Függőleges konzolmarógép általános képe

Fénykép egy függőleges konzolos marógépről 6r12
6P12 A konzolmarógép alkatrészeinek elrendezése

A marógép alkatrészeinek elhelyezkedése 6r12
- Ágy - 6Р12-1
- Forgófej - 6Р12-31
- Sebességváltó - 6M12P-3
- Etetődoboz - 6Р82-4
- Kapcsolódoboz - 6Р82-5
- Konzol - 6P12-6
- Asztal és szán - 6R82G-7
- Elektromos berendezések - 6Р12-8

A 6P12 konzolmarógép kezelőszerveinek helye
A 6Р12 konzolmarógép vezérlőinek listája
- "Stop" gomb (duplikált)
- Orsó indító gomb (duplikált)
- Orsó fordulatszám nyíl
- Orsó fordulatszám jelző
- "Gyors táblázat" gomb (másolat)
- Orsó impulzus gomb
- Lámpa kapcsoló
- Fejforgatás
- Orsó hüvely bilincs
- Automata ciklusú lánckerék
- Az asztal hosszirányú mozgásainak felvételére szolgáló fogantyú
- Asztali bilincsek
- Kézikerék az asztal kézi hosszirányú mozgatásához
- "Gyorsasztal" gomb
- Orsó indító gomb
- "Stop" gomb
- Kapcsoló az asztal hosszirányú mozgásának kézi vagy automatikus vezérléséhez
- Lendkerék az asztal kézi keresztirányú mozgatásához
- Az asztal keresztirányú mozgásainak mechanizmusának végtagja
- nóniusz gyűrű
- Fogantyú az asztal kézi függőleges mozgatásához
- Gomb a takarmányváltás gombájának rögzítésére
- tápkapcsoló gomba
- Táblázat takarmányjelző
- Táblázat feed mutatója
- A táblázat kereszt és függőleges megadásának fogantyúja
- Csúszó klip a konzolsíneken
- A táblázat hosszirányú mozgásainak felvételére szolgáló fogantyú (másodpéldány)
- Fogantyú az asztal keresztirányú és függőleges előtolásainak bekapcsolásához (duplikálás)
- Kézikerék az asztal kézi hosszirányú mozgatásához (másolat)
- Az orsó forgásirányának kapcsolója "bal-jobb"
- Hűtőfolyadék szivattyú be/ki kapcsoló
- Be/Ki bemeneti kapcsoló
- Orsó sebességváltó kar
- Automatikus vagy kézi vezérlő kapcsoló és kerekasztal működés
- A konzol rögzítése az ágyon
- Orsó hüvely hosszabbító kézikerék
- A fej rögzítése az ágyon
A 6P12 konzolmarógép kinematikai diagramja

A 6p12 konzolmarógép kinematikai diagramja
A kinematikai diagramot a gép fő elemei közötti kapcsolatok és kölcsönhatások megértéséhez adjuk meg. A fogaskerekek fogainak száma (g) a feliratokon van feltüntetve (a féreglátogatások számát csillag jelzi).
A főmozgás meghajtása a karimás villanymotorról egy rugalmas tengelykapcsolón keresztül történik.
Az orsó fordulatszámát három fogazott blokk mozgatásával változtatjuk a bordás tengelyek mentén.
A sebességváltó 18 különböző sebességről tájékoztatja az orsót.
Az adakozás hajtása a konzolba szerelt karimás villanymotorról történik. Két háromkoronás blokk és egy mozgatható bütykös tengelykapcsolós fogaskerék segítségével az adagolódoboz 18 különböző előtolást biztosít, amelyek egy golyós biztonsági tengelykapcsolón keresztül jutnak el a konzolhoz, majd a megfelelő bütykös tengelykapcsoló bekapcsolásakor a hosszanti, keresztirányú és függőleges mozgások csavarjait.
Gyorsított mozgások érhetők el, amikor a nagy sebességű tengelykapcsolót bekapcsolják, amelynek forgása közbenső fogaskerekeken keresztül történik közvetlenül az előtoló motorból.
A tengelykapcsoló össze van kapcsolva a működő adagoló tengelykapcsolóval, ami kizárja azok egyidejű aktiválásának lehetőségét.
ábrán láthatók a gépi adagoló mechanizmus felépítését magyarázó grafikonok. A 6R12B típusú szerszámgépeknél (7. ábra) a függőleges előtolás 3-szor kisebb, mint a hosszirányú előtolás.
ágy az az alapegység, amelyre a gép többi egysége és mechanizmusa fel van szerelve.
Az ágy mereven az alapra van rögzítve és csapokkal rögzítve.

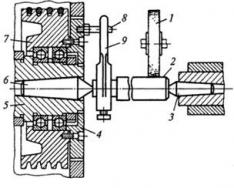
A 6r12 konzolmarógép forgófejének rajza
Forgó fej(8. ábra) a keret nyakának gyűrűs alámetszésében van középre állítva, és a keretkarima 1 különböző hornyában található négy csavarral van hozzáerősítve.
Az orsó egy kétcsapágyas tengely, amely visszahúzható hüvelybe van szerelve. Az orsó axiális játékának szabályozása a 3 és 4 gyűrűk köszörülésével történik. Az első csapágy megnövekedett játékát az 5 félgyűrűk köszörülésével és az anya meghúzásával küszöböljük ki.
A beállítás a következő sorrendben történik:
- az orsó hüvely meghosszabbodik;
- a 6 karima leszerelve;
- a félgyűrűket eltávolítják;
- a fejtest jobb oldalán csavarozzuk ki a csavart;
- a lyukon keresztül a 2 csavar kicsavarásával az 1 anya kioldódik;
- az 1. anya acélrúddal van rögzítve. Az orsó elfordításával egy repesztőhöz az anya meghúzódik, és ez mozgatja a csapágy belső gyűrűjét. A csapágy holtjátékának ellenőrzése után az orsót a maximális fordulatszámon be kell járatni. Egy órás munkavégzés esetén a csapágyak felmelegedése nem haladhatja meg a 60 ° C-ot;
- megmérik a csapágy és az orsó válla közötti rés méretét, majd az 5 félgyűrűket a kívánt értékre polírozzák;
- félgyűrűket helyeznek a helyükre és rögzítik;
- a karima csavarozott 6.
A 0,01 mm-es sugárirányú játék kiküszöbölése érdekében a félgyűrűket körülbelül 0,12 mm-rel kell köszörülni.
Az orsó forgását a hajtóműből a fejbe szerelt kúp- és hengeres fogaskerekek párja továbbítja.
A forgófej csapágyainak és fogaskerekeinek kenése a keretszivattyúból, az orsócsapágyak és a hüvelymozgató mechanizmus kenése injektálással történik.
Sebességváltó közvetlenül a keretre szerelhető. A doboz és a motortengely csatlakoztatása rugalmas tengelykapcsolóval történik, amely 0,5-0,7 mm-es eltérést tesz lehetővé a motor beépítésében.
A sebességváltó ellenőrzése a jobb oldali ablakon keresztül végezhető el.
A sebességváltó kenését egy excenterrel meghajtott dugattyús szivattyú (9. ábra) végzi. A szivattyú teljesítménye körülbelül 2 l/perc. Az olajat szűrőn keresztül juttatják a szivattyúba. A szivattyúból az olaj az olajelosztóba kerül, ahonnan egy rézcsövön keresztül a szivattyú működésének felügyeletére szolgáló kukucskálóba, valamint egy rugalmas tömlőn keresztül a forgófejbe kerül. A hajtómű elemeinek kenése a hajtómű felett található olajelosztó cső furataiból kipermetezett olajjal történik.
Sebességváltó lehetővé teszi a kívánt sebesség kiválasztását a közbenső fokozatok egymást követő áthaladása nélkül.
A 19 sín (10. ábra), amelyet a 18 kapcsolófogantyú mozgat, a 15 szektoron keresztül a 22 villán keresztül (11. ábra), a 29 főgörgőt a 21 kapcsolótárcsával tengelyirányban mozgatja.
A váltótárcsát a 23 sebességjelző forgathatja a 28 és 30 kúpfogaskerekeken keresztül. A tárcsán több sor meghatározott méretű furat található a 31 és 33 fogaslécek csapjaival szemben.
A sínek párban kapcsolódnak a 32 fogaskerékhez. Mindegyik sínpárhoz egy váltóvilla van rögzítve. Ha a tárcsát az egyik pár csapjának megnyomásával mozgatjuk, a sínek oda-vissza mozgása biztosított.
Ebben az esetben a tárcsalöket végén lévő villák bizonyos fogaskerékpárok bekapcsolásának megfelelő helyzetet vesznek fel. A 20 fogasléc csapjai rugós terhelésűek, hogy kizárják a fokozatok erős leállásának lehetőségét váltáskor.
A tárcsa rögzítését a sebesség kiválasztásakor a 27 golyó biztosítja, amely a 24 lánckerék hornyába ugrik.
A 25 rugó beállítását a 26 dugó végzi, figyelembe véve a végtag pontos rögzítését és az elfordításkor fellépő normál erőt.
A bekapcsolt helyzetben lévő 18 fogantyút (lásd a 10. ábrát) a 17 rugó és a 16 golyó tartja. Ebben az esetben a fogantyú tüskéje a karima hornyába kerül.
A sebességeknek a mutatón jelzett értékeknek való megfelelését a kúpfogaskerekek bizonyos helyzete a kapcsolódás mentén éri el. A helyes kapcsolódást az illesztőfog és az üreg végén lévő magok, vagy a mutató 31,5 ford./perc fordulatszám-helyzetbe, a villákkal ellátott tárcsa pedig 31,5 ford./perc fordulatszám-helyzetbe állításával (6R12B típusú szerszámgépeknél a a megfelelő fordulatszám 50 ford./perc). A kúpos pár áttételében a hézag nem lehet nagyobb 0,2 mm-nél, mivel emiatt a tárcsa akár 1 mm-t is elfordulhat.
A sebességváltó kenése a hajtómű kenőrendszeréből történik olajpermetezéssel.
Marógép adagolódoboza 6P12, 6P12B

Fénykép a 6r12 konzolmarógép adagolódobozáról
A 6P12 marógép sematikus diagramja

Marógép vázlata 6r12
Megjegyzések
- * - csak a 6R82Sh, 6R83Sh gépekhez
- ** - a szerszámbefogó mechanizmus kapcsolási rajzához
- *** - csak a 6R13B gépekhez
A gép elektromos berendezése 6Р12
Tápellátás: Feszültség 380 V, váltóáram, frekvencia 50 Hz
Vezérlőáramkörök: Feszültség 110 V, az áram típusa változó
Vezérlőáramkörök: Feszültség 65 V, áramállandó típusa
Helyi világítás: 24 V feszültség.
Névleges áram (az egyidejűleg működő villanymotorok névleges áramainak összege) 20 A.
A védőberendezés (biztosítékok, automata kapcsoló) névleges árama a betáplálási ponton 63 A.
Az elektromos berendezések a következő dokumentumok szerint készülnek: 6P13.8.000E3 vázlatos rajz. a termék bekötési rajza R13.8.000E4.
Konzolmarógép 6P12. Videó.
A 6P12 konzolmarógép műszaki jellemzői
| Paraméter neve | 6Н12 | 6M12 | 6Р12 | 6T12 |
|---|---|---|---|---|
| A gép fő paraméterei | ||||
| Pontossági osztály a GOST 8-71 és GOST 8-82 szerint | H | H | H | H |
| Asztalfelület méretei, mm | 1250 x 320 | 1250 x 320 | 1250 x 320 | 1250 x 320 |
| A munkadarab legnagyobb tömege, kg | 250 | 250 | 400 | |
| Távolság az orsó orrától az asztalig, mm | 30..400 | 30..400 | 30..450 | 30..450 |
| Távolság az orsó tengelyétől a meder függőleges vezetőitől (kinyúlás), mm | 350 | 350 | 350 | 380 |
| Asztali | ||||
| Az asztal legnagyobb hosszirányú mozgása kézzel (X tengely mentén), mm | 700 | 700 | 800 | 800 |
| Az asztal legnagyobb keresztútja kézzel (az Y tengely mentén), mm | 240/ 260 | 240/ 260 | 250 | 320 |
| Az asztal legnagyobb függőleges ütése kézzel (a Z tengely mentén), mm | 370 | 370 | 420 | 420 |
| A táblázat hosszirányú előtolásainak határai (X), mm/min | 40..2000 | 12..1250 | 12,5..1600 | 12,5..1600 |
| Táblázat keresztirányú előtolási határértékei (Y), mm/perc | 27..1330 | 12..1250 | 12,5..1600 | 12,5..1600 |
| Táblázat függőleges előtolási határértékei (Z), mm/min | 13..665 | 8,3..416,6 | 4,1..530 | 4,1..530 |
| Hosszanti / keresztirányú / függőleges előtolások száma | 18 | 18 | 22 | 22 |
| Az asztal gyors hosszirányú mozgásának sebessége (X tengely mentén), m/min | 4 | 3 | 4 | 4 |
| Az asztal gyors keresztirányú mozgásának sebessége (az Y tengely mentén), m/min | 4 | 3 | 4 | 4 |
| Az asztal gyors függőleges mozgásának sebessége (a Z tengely mentén), m/min | 1 | 1 | 1,330 | 1,330 |
| Orsó | ||||
| Orsó fordulatszám, ford | 63..3150 | 31,5..1600 | 40..2000 | 31,5..1600 |
| Orsó fordulatszámok száma | 18 | 18 | 18 | 18 |
| Orsótollaljárás, mm | 70 | 70 | 70 | 70 |
| Maróorsó kúpos | №3 | №3 | №3 | №3 |
| Orsóvég GOST 24644-81, 4. sor, 6. verzió | 50 | |||
| Maróorsó furat, mm | 29 | 29 | 29 | |
| Orsófej jobbra-balra fordítása, jégeső | ±45 | ±45 | ±45 | ±45 |
| Gépmechanika | ||||
| Előtolásütközők kapcsolása (hosszirányú, keresztirányú, függőleges) | Van | Van | Van | Van |
| Kézi és mechanikus előtolás blokkolása (hosszirányú, keresztirányú, függőleges) | Van | Van | Van | Van |
| Az adakozás különálló befogadásának blokkolása | Van | Van | Van | Van |
| Orsó fékezés | Van | Van | Van | Van |
| túlterhelés tengelykapcsoló | Van | Van | Van | Van |
| Automatikus szakaszos adagolás | Van | Van | Van | Van |
| Elektromos berendezések, hajtás | ||||
| Elektromos motorok száma a gépen | 3 | 3 | 3 | 4 |
| Főhajtás villanymotor, kW | 7 | 7,5 | 7,5 | 7,5 |
| Előtolásos villanymotor, kW | 1,7 | 2,2 | 2,2 | 3,0 |
| Szerszámbilincs motor, kW | - | - | - | 0,25 |
| Hűtőfolyadék szivattyú motor, kW | 0,12 | 0,12 | 0,12 | 0,12 |
| Az összes villanymotor összteljesítménye, kW | 9,825 | 9,825 | 1,87 | |
| A gép méretei és súlya | ||||
| A gép méretei (hossz szélesség magasság), mm | 1745 x 2260 x 2000 | 2395 x 1745 x 2000 | 2305 x 1950 x 2020 | 2280 x 1965 x 2265 |
| A gép súlya, kg | 3000 | 3000 | 3120 | 3250 |
- ár 1 317 000 rubel. ">
A 6P12 függőleges marógép modern analógjainak megvásárlását kínáljuk - az ár 1 317 000 rubel.
A 6P12 függőleges marógépeket mindenféle acélból, öntöttvasból, nehezen vágható és színesfémből készült alkatrész megmunkálására tervezték, elsősorban homlok- és végmaró. Függőleges, vízszintes és ferde síkok, hornyok, sarkok, keretek, ívelt felületek megmunkálására alkalmasak.A gépek függőleges tollszárral vannak felszerelve. A vízszintes síkban mozgó asztal egy konzolra van felszerelve, amely függőlegesen mozog a rack sínjei mentén. Másolókkal és viszonylag egyszerű CNC-eszközökkel vannak felszerelve.
Az íves felületek feldolgozásához a gépeket speciális másológéppel látják el. Az ívelt felületek feldolgozása fénymásolókon történik, amelyek kontúrját az asztal mozgását érzékelő elektrokontaktus érzékelő hegyével érzékeljük.
A hűtőfolyadékot egy függőleges centrifugális szivattyúmotor szállítja csővezetékeken keresztül egy fúvókán keresztül a szerszámhoz.
A 6P12 függőleges marógépek forgóorsófeje az orsóhüvely kézi axiális mozgatására szolgáló mechanizmussal van felszerelve, amely lehetővé teszi olyan furatok megmunkálását, amelyek tengelye legfeljebb ±45 ° -os szöget zár be az asztal munkafelületével.
A gépek hajtóereje és nagy merevsége lehetővé teszi gyorsacélból készült marók, valamint kemény és szuperkemény szintetikus anyagokból készült pengével felszerelt szerszámok használatát.
A 6P12 függőleges marógépeket egyszeri és sorozatgyártásban használják.
Szerszámgép H pontossági osztály a GOST 8-77 szerint. Részletek Kategória: Marógépek
Függőleges konzolos marógépek általános használatra 6R12, 6R12B, 6R13, 6R13B.
A gépek hasonló kialakításúak, széles körben egységesek, és az M sorozat hasonló gépeinek továbbfejlesztései.
A 6P12 gép a 6P13 géptől a fő mozgató- és adagolómotorok beépített teljesítményében, az asztal munkafelületének méreteiben és az asztal mozgásának nagyságában különbözik.
A 6R12B és 6R13B nagysebességű gépek a 6R12 és 6R13 gépekkel ellentétben megnövelt orsó-fordulatszám-tartományt és asztali előtolást tesznek lehetővé a fő mozgatómotor megnövelt teljesítménye érdekében.
Kinematikai séma

A főmozgás meghajtása a karimás villanymotorról egy rugalmas tengelykapcsolón keresztül történik.
Az orsó fordulatszámát három fogazott blokk mozgatásával változtatjuk a bordás tengelyek mentén.
A sebességváltó 18 különböző sebességről tájékoztatja az orsót.
ábrán láthatók a gép orsófordulatainak grafikonjai, amelyek megmagyarázzák a mechanizmus felépítését, a fő mozgást. 4 és 5.
Az adakozás hajtása a konzolba szerelt karimás villanymotorról történik. Két háromkoronás blokk és egy bütykös tengelykapcsolós mobil fogaskerék segítségével az adagolódoboz 18 különböző előtolást biztosít, amelyek a golyós biztonsági tengelykapcsolón keresztül jutnak el a konzolhoz, majd a megfelelő bütykös tengelykapcsoló bekapcsolásakor a a hossz-, kereszt- és függőleges mozgású csavarokat.nagy sebességű tengelykapcsoló, melynek forgása a közbenső fogaskerekeken keresztül közvetlenül az előtolómotorból történik.
A tengelykapcsoló össze van kapcsolva a működő adagoló tengelykapcsolóval, ami kizárja azok egyidejű aktiválásának lehetőségét.
ábrán láthatók a gépi adagoló mechanizmus felépítését magyarázó grafikonok. 6. és 7. A függőleges előtolás 3-szor kisebb, mint a hosszanti és keresztirányú.
ágy
Az ágy az az alapegység, amelyre a gép többi egysége és mechanizmusa fel van szerelve.
A keret mereven az alapra van rögzítve és csapokkal rögzítve.
Forgó fej

A forgófej (8. ábra) a keret nyakának gyűrűs bemetszésében van középre állítva, és a keretperem T-alakú hornyában található négy csavarral rögzíthető hozzá (a csavarokat speciális 6P12 kulccsal kell meghúzni. 0P.40 a 6P12. 6P12B gépeken és egy speciális kulcs 6P 13.0P .40 a 6P13, 6P13B gépeken).
Az orsó egy kétcsapágyas tengely. csúszó hüvelybe szerelve. Az orsó axiális játékának szabályozása a 3 és 4 gyűrűk félköszörülésével történik. Az elülső csapágy megnövekedett játékát az 5 félgyűrűk köszörülésével és az anya meghúzásával küszöböljük ki.
A beállítás a következő sorrendben történik:
Az orsó hüvelye kinyúlik;
A 6-os karima leszerelve;
A félgyűrűket eltávolítják;
A fejtest jobb oldaláról egy csavaros dugót csavarnak ki;
A furaton keresztül a 2 csavar kicsavarásával az 1 anya kioldódik;
Az 1 anya acélrúddal van rögzítve. Az orsó elfordításával egy repesztőhöz az anya meghúzódik, és ez mozgatja a csapágy belső gyűrűjét.
A csapágy holtjátékának ellenőrzése után az orsót a maximális fordulatszámon kell bejáratni. Egy órás munkavégzés esetén a szerszámkúp túlzott belső felülete nem haladhatja meg az 55 °C-ot:
Megmérik a csapágy és az orsó váll közötti rést, majd az 5 félgyűrűket a kívánt értékre köszörülik;
A félgyűrűket a helyükre helyezik és rögzítik;
A 6-os karima fel van csavarozva A 10 µm-es sugárirányú játék kiküszöbölése érdekében a félgyűrűket kb. 120 µm-rel kell köszörülni.
Sebességváltó

A sebességváltó közvetlenül az ágykeretbe van felszerelve. A doboz csatlakoztatását a motor tengelyéhez rugalmas tengelykapcsoló végzi, amely lehetővé teszi a motor beépítésében 500-700 mikronig terjedő eltérést.
A sebességváltó ellenőrzése a jobb oldali ablakon keresztül végezhető el.
A sebességváltó kenését egy excenterrel meghajtott dugattyús szivattyú (9. ábra) végzi. A szivattyú teljesítménye körülbelül 2 l/perc. Az olajat szűrőn keresztül juttatják a szivattyúba. A szivattyúból az olaj az olajelosztóba kerül, ahonnan a csövön keresztül a szivattyú működésének felügyeletére szolgáló kukucskálóba, valamint egy rugalmas tömlőn keresztül a forgófejbe kerül. A hajtómű elemeinek kenése a hajtómű felett található olajelosztó cső furataiból kipermetezett olajjal történik.
Sebességváltó

A sebességváltó lehetővé teszi a kívánt sebesség kiválasztását közbenső lépések egymás utáni áthaladása nélkül.
Az 1. sín (10. ábra), amelyet az 5 kapcsolókarral mozgat, a 2. szektoron keresztül a 10 villán keresztül (11. ábra) a 3 főgörgőt a kapcsolótárcsával tengelyirányban mozgatja.9.
A kapcsolótárcsát a 11 sebességjelző forgatja a 2 és 4 kúpfogaskerekeken keresztül. A tárcsán több sor meghatározott méretű furat található, amelyek az 5 és 7 sínek csapjain helyezkednek el, 
A sínek párban kapcsolódnak a fogaskerékhez 6. Mindegyik sínpárhoz egy kapcsolóvilla van rögzítve.A tárcsa mozgatásakor az egyik pár csapjának megnyomásával a sínek oda-vissza mozgása biztosított.
Ebben az esetben a villák és a tárcsaút vége bizonyos fogaskerékpárok kapcsolódásának megfelelő helyzetbe kerül. A váltáskor a fokozatok erős leállásának kizárása érdekében 8 fogasléc csapjai rugós terhelésűek.
A tárcsa rögzítését a sebesség megválasztásánál a golyó 1. a lánckerék hornyába 12 beugrás biztosítja.
A 13 rugót a 14 dugó állítja be, figyelembe véve a végtag pontos rögzítését és az elfordításkor fellépő normál erőt.
Az 5. fogantyút (lásd a 10. ábrát) a 4. rugó és a 3. golyó tartja bekapcsolt helyzetben. Ebben az esetben a fogantyú tüskéje a karima hornyába kerül.
A sebességeknek a mutatón jelzett értékeknek való megfelelését a kúpfogaskerekek bizonyos helyzete a kapcsolódás mentén éri el. A helyes kapcsolódást az illeszkedő fog és az üreg végén lévő magok biztosítják, vagy ha a mutatót 31,5 ford./perc fordulatszámra állítják, és a tárcsát a villákkal 31,5 ford./perc fordulatszámra állítják (a modellek szerszámgépeinél 6P12B és 6P13B, a megfelelő fordulatszám 50 ford./perc). A rés a kúppár összekapcsolódásában nem lehet nagyobb, mint 0,2 mm. mivel a tárcsa ennek köszönhetően akár 1 mm-t is el tud forogni.
Sebességváltó

Az etetődoboz működő adagolást és az asztal, a szán és a konzol gyors mozgatását biztosítja. Lásd az adagolódoboz kinematikáját a 2. ábrán. 3.
A kapcsolási blokkok eredményeként kapott forgási sebességek golyós biztonsági tengelykapcsolón, 4 bütykös tengelykapcsolón és a 4 bütykös tengelykapcsolóhoz és a 12 kimenő tengelyhez kulccsal összekötött 3 hüvelyen keresztül jutnak el a 12 kimenő tengelyre (12. ábra). .
Ha az előtoló mechanizmus túl van terhelve, a 2 bütykös persely furataival érintkező golyók összenyomják a rugókat, és érintkeznek egymással. Ebben az esetben a 17 fogaskerék megcsúszik a 2 bütykös perselyhez képest, és a munkaelőtolás leáll. A gyors forgás a villanymotorról az adagolódoboz megkerülésével a 13 fogaskerékre kerül, amely a 9 tengelykapcsolóház szárán helyezkedik el, így állandó fordulatszámmal rendelkezik. A szerelés során ellenőrizni kell a 11 anya feszességét. A súrlódó tengelykapcsoló házának szabadon kell forognia a 10 fogaskerék és a nyomócsapágy között.
A tengelykapcsoló tárcsák az egyiken keresztül csatlakoznak a tengelykapcsoló házhoz, amely folyamatosan forog, és a 15 hüvelyhez, amely viszont egy kulccsal csatlakozik a 12 kimenő tengelyhez.
Amikor a 4 bütykös tengelykapcsolót az 5 hüvely végfelületére és tovább a 14 anyára nyomjuk, a 7 és 8 tárcsák összenyomódnak, és gyors forgást továbbítanak a 12 kimenő tengelyre és a 10 fogaskerékre.
A biztonsági tengelykapcsoló beállításakor a 2. fedelet le kell venni (13. ábra), és ki kell csavarni az 1. dugót.
A dugó helyére egy acélrudat helyeznek be úgy, hogy a vége a 18 anya külső felületén lévő egyik furatba kerüljön (lásd 12. ábra), amely reteszelve van. A fedőablakon át lapos rúddal a fogaskereket 17 fogazásra fordítjuk, beállítás után az anyát az 1. ütközővel spontán kilazulás ellen reteszelni kell.
Konzol

A konzol a gépi előtolási lánc egységeit összefogó alapegység A konzolban számos tengely és fogaskerék van, amelyek az adagolódobozból három irányban továbbítják a mozgást - a hosszanti, keresztirányú és függőleges előtolás csavarjaira, a magas fordulatszám kapcsoló mechanizmus, a betápláló villanymotor. A "CONSOLE" egység tartalmaz egy mechanizmust a keresztirányú és függőleges előtolás bekapcsolására.
A 8 fogaskerék (15. ábra) veszi a mozgást a 10 fültől (lásd 12. ábra), és továbbítja azt a 7, 4, 2 és 1 fogaskerekek felé (lásd 15. ábra). A 4 fogaskerék csapágyra van felszerelve, és csak a tengelyhez csatlakoztatott 6 bütykös tengelykapcsolón keresztül tudja továbbítani a mozgást a tengelyre. Továbbá egy pár hengeres és egy pár kúpos keréken keresztül a mozgás a 16 csavarra kerül.
A 12 és 10 kúpos pár összekapcsolódását a 14 és 15 kompenzátorok állítják be, és a 13 fúrt csapban lévő csavarral rögzítik.
A 11-es hüvely technológiai jelentőségű, és soha nem szerelik szét.
A függőleges mozgató anya az oszlopon van rögzítve. Az oszlopot pontosan a csavarra kell felszerelni és csapokkal rögzíteni a gép alján.
A hüvelyre szerelt 2 fogaskerék folyamatosan forgatja a hosszanti lánc IX bordás tengelyét a kulcson és a bordákon keresztül.
A keresztirányú és függőleges betáplálás felvételének mechanizmusa

A keresztirányú és függőleges előtolás bekapcsolására szolgáló mechanizmus külön házban készül, és a keresztirányú és függőleges előtolás bütykös tengelykapcsolóinak és az előtolómotornak a be- és kikapcsolását vezérli.
Amikor a fogantyú jobbra vagy balra, felfelé vagy lefelé mozog, a hozzá tartozó 1 dob (17. ábra) elvégzi a megfelelő mozgásokat, és a karrendszeren keresztül vezérli ferde szögét a bütykös tengelykapcsolók bekapcsolásához, a csapokon keresztül pedig - azonnali végálláskapcsolók, amelyek a mechanizmus alatt helyezkednek el és fordított előtolású motorhoz készültek.
A 2-es rúd összeköti a dobot egy tartalék fogantyúval. Középső részén egy kar van rögzítve, amelyen a bütykök működnek, korlátozva a keresztirányú löketet. A végén a rúd egy karral rendelkezik, amely korlátozza a függőleges mozgásokat. A keresztirányú löket be- és kikapcsolásakor a rúd előre mozog, a függőleges löket pedig elfordul.
A zár, amely megakadályozza, hogy a kézi kerék és a kézi mozgások fogantyúja bekapcsoljon a mechanikus előtolás bekapcsolásakor, tartalmaz egy billenőkart és egy 5-ös csapot (lásd 15. ábra).
Ha a bütykös tengelykapcsolót az adagoló fogantyúval bekapcsolják, a 6 billenő elfordul, amikor a tengelykapcsolót mozgatják, mozgatja a csapot, amely a kézikerék vagy a fogantyú bütykös tengelykapcsolójának aljához támaszkodik, és elmozdítja azokat, megakadályozva, hogy a bütykök elmozduljanak. megnyerő.
Ha a rendszernek megnövekedett a holtjátéka, akkor ki kell nyomni a VII tengelycsavart, ki kell oldani a 3. reteszelő anyát (lásd 17. ábra) és meg kell húzni a 4. csavart. A holtjáték ellenőrzése után óvatosan rögzítse a 3. anyát.
Asztal és szánkó

Az asztal és a szán biztosítja az asztal hosszirányú és keresztirányú mozgását.
Az 1 vezérorsó (20. ábra) az 5 és 7 perselyekbe szerelt hüvely csúszókulcsán keresztül kap forgást. A hornyokon átmenő hüvely elfordul a 6 bütykös tengelykapcsolótól, amikor az 5 hüvely bütykeivel összekapcsolódik, amely mereven csatlakozik a 4 kúpfogaskerékhez. Az 5 karmantyúnak van gyűrűs fogaskereke, amellyel a kerekasztal-hajtás fogaskereke kapcsolódik. A 6 bütykös tengelykapcsolónak van egy gyűrűs fogaskereke a hosszirányú előtolócsavar forgatásához, amikor a kézikerékről elmozdul. A 9 fogaskerék (lásd 24. ábra) fog-fog érintkezés esetén rugós terhelésű. A 9-es fogaskerékkel való kapcsolódás csak akkor történhet meg, ha a 6. tengelykapcsolót lekapcsolják az 5. hüvelyről (lásd 20. ábra). A játékot addig kell végezni, amíg a vezérorsó holtjátéka, amelyet a hosszanti löketű kézikerék elforgatásával ellenőriz, nem haladja meg a 4-5°-ot, és amíg az asztalt kézzel nem mozgatják, a csavar a munkalökethez szükséges bármely területen elakad.
Beállítás után az 1-es anya meghúzása után (lásd 21. ábra) rögzítse a beépített helyzetbe a 2-es hengert.A végein lévő asztal a konzolokon keresztül csatlakozik a vezetőcsavarhoz, melynek beszerelése az aktuális helyzetnek megfelelően történik. a csavar helyére, és vezérlőcsapokkal van rögzítve. A nyomócsapágyak a csavar különböző végeire vannak felszerelve, ami kizárja annak lehetőségét, hogy kihajlásban működjön. A csavar felszerelésekor a vezérorsó előfeszítése 100-125 kgf erejű anyákkal van ellátva.
Az asztal és a csúszda vezetőinek rése ékekkel van kiválasztva. Az I. asztali kapocs (22. ábra) a 2. és 4. anyákkal állítható, amelyeket a 3. csavar csavarhúzóval történő meghúzásával lazítunk meg. Miután ellenőrizte a beállítást az asztal kézi mozgatásával, az anyák szorosan meg vannak húzva.
Bekötési rajz